關(guān)于我們
聯(lián)系我們更多>>

鎮江弘通電氣有限公司
聯(lián)系人:陸經(jīng)理
電話(huà):0511-88525388
傳真:0511-88523399
地址:鎮江市揚中市油坊鎮新材料集中區環(huán)太路
網(wǎng)址:618yx.cn
新聞動(dòng)態(tài)
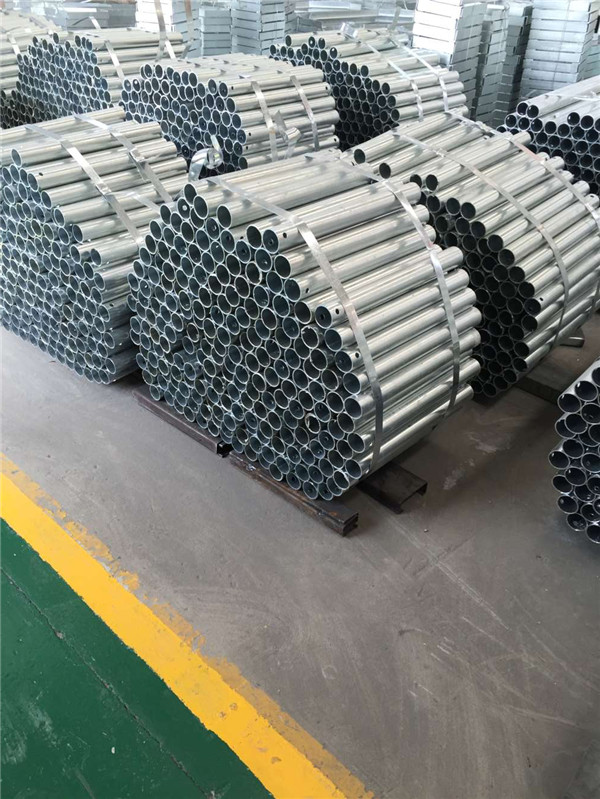
影響熱鍍鋅加工速度及質(zhì)量的常見(jiàn)因素
發(fā)布者:admin 時(shí)間:2016-07-18 16:03:00
影響熱鍍鋅加工速度及質(zhì)量的常見(jiàn)因素
(1)熱鍍鋅前處理不徹底。工件表面有氧化膜,影響鋅的正常沉積。
(2)導電不良。電流在導線(xiàn)上消耗,分配到工件表面的電流過(guò)小。
(3)工件含碳量高。高碳鋼、鑄鐵件等會(huì )降低氫的析出電位,工件表面析氫加速,電流效率降低。
(4)工件綁扎過(guò)密。鍍鋅時(shí)工件局部遭到屏蔽而導致鍍層過(guò)薄。
(5)鍍液溫度偏低。當鍍液溫度偏低時(shí)配送的電流密度相應降低,熱鍍鋅加工的鍍層的沉積速度也必然降低。
(6)鍍液中氫氧化鈉含量偏高。氫氧化鈉含量偏高熱鍍鋅加工時(shí)電流效率相應降低。
(7)鍍液中添加劑含量偏低。添加劑含量偏低會(huì )影響分散能力,鍍層局部顯得過(guò)薄。
(8)熱鍍鋅加工時(shí)受鍍件面積估算不足,施鍍時(shí)配送的電流密度顯得過(guò)小。
(9)工件懸掛方法不當,與鋅陽(yáng)極間距過(guò)大,應調整位置。
(10)工件過(guò)腐蝕。降低氫的析出電位,工件表面析氫加速電流效率降低,從而影響鋅的沉積速度。應在酸洗溶液中加入適量的緩蝕劑,局部處氧化皮過(guò)厚先用機械法除去,酸洗過(guò)程中多作檢查。
(11)陽(yáng)極鈍化。有效面積減少,影響電流的正常分布。
(12)氫氧化鈉含量偏低。若氫氧化鈉含量偏低時(shí),電流密度提不高,陽(yáng)極鈍化。